3 Unique Asset Management Uses in Chemical Manufacturing
Use our sophisticated Asset Management Software finder to identify the best system for your chemical manufacturing needs.
What Type of Assets Do You Want To Manage?
From industrial chemicals and agrochemicals to fragrances and plastics, chemical commodities are central to the world’s economy. The chemical and pharmaceutical industry alone adds £18 billion of value to the UK economy annually.
But, as demand increases, so does the strain on a manufacturer’s ability to have readily available assets in optimal working condition. On top of this, organisations inside the chemical industry will focus on how they operate in areas such as:
- Waste management
- Production
- Compliance
- Health and Safety
The use of chemical manufacturing software tools, such as Asset Management Software and a CMMS, is welcomed in an industry that relies heavily on the upkeep of its assets and production plant. With access to an asset management system, chemical manufacturers will benefit in three key areas.
1. Improve the Reliability of Chemical Manufacturing Assets
Asset management aims to provide chemical manufacturers with a quantifiable return on investment (ROI) from each asset. Whether that be plants, machinery, pumps, extractors, or chemical tanks. To achieve a profitable ROI, assets need to be available and operating at a continuous optimal level.
In a multi-billion pound industry such as chemical engineering, the reliability and upkeep of chemical equipment are essential. But it’s also important to understand that assets – be they equipment or infrastructure – have a pre-determined design life, which affects their performance and operational life. Of the 700 to 800 fixed offshore oil platforms and bridges in the Middle East, 70% exceed their design life of 25 years.
Several factors can affect the reliability of assets:
- Ageing assets
- A lack of preventive maintenance
- The use of harsh and hazardous chemicals
With access to incremental asset data – purchase date, general usage, maintenance history, etc. – engineers and asset managers can determine the best course of action to ensure greater reliability of assets.
On top of that, asset managers can prioritise work orders, manage and automate inventory control, improve safety and compliance throughout a production plant, and build cost-saving maintenance programs.
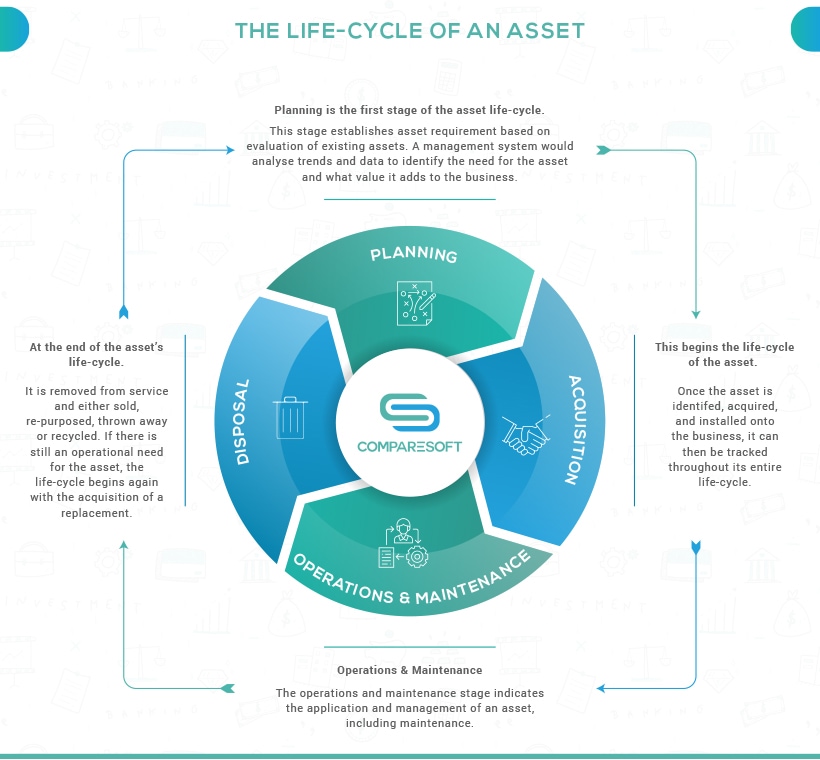
2. Manage Equipment & Infrastructure Lifecycle
Once the purchase of an asset has been planned and completed, it then begins its operational life within the production line. During this time, an asset management solution will provide the tools necessary to track each asset’s lifecycle.
Typically, in a sophisticated system, data is retrieved through the use of IoT (Internet of Things) devices that work on an automated trigger to measure usage and output. Collected data includes:
- Operational output
- Usage
- Current condition
- Assigned operators
- Work order history
- Maintenance and repair history
With an overwhelming number of workplace assets, such as machinery and operational components, the ability to track and manage chemical equipment will increase the accuracy and quantity of performance data.
With this data, manufacturers can build proactive asset maintenance programs to decrease asset downtime and determining the value each asset contributes to your overall production output.
For example, if a batch reactor is coming to the end of its useful life, you will have the data to gauge if it’s an essential asset that needs repairing or if its ROI is minimal and needs disposing of.
3. Get a Handle on Operational Costs
Chemical manufacturers will be aware of the ongoing operational costs that affect their bottom line. These come in the form of replacing ageing and deteriorating equipment – caused by heavy and corrosive chemical compounds, excessive unplanned downtime of mission-critical equipment and machinery, and expensive emergency repair costs and technician call-outs.
Asset Management Software has the capabilities that allow manufacturers to better understand their costs:
Automate Asset Purchases
The ordering and procurement of raw materials such as oil, gas, and air can come at a hefty price. That means businesses need to take as much caution as possible with spending to be able to keep profits high.
Asset Management Software enables greater control when it comes to ordering materials, allowing asset managers to calculate the right amount needed to stop over-ordering and needless spending.
The same applies to the ordering of spare parts. Maintenance managers can build a maintenance schedule by collecting real-time performance data. In terms of a chemical plant, engineers will know when a component inside a reactor is wearing down before it fails.
This allows businesses to have a spare part on order, even while a machine is running, to have it at hand when it eventually needs replacing. If the spare part isn’t in stock when the reactor fails, it will incur unplanned downtime.
Through the use of IoT devices, the inventory ordering process can also be automated. By supplying an asset management system with the correct information for ordering spare parts, devices can talk to each other and automatically decide when a part needs ordering. Completely removing human interaction from the process and streamlining inventory purchases.
Reduce Unplanned Downtime
Preventive maintenance programs enable maintenance teams to highlight opportunities for repairs and services while still in operation. By doing so, they’re able to avoid a large maintenance excess when an asset unexpectedly fails. Causing equipment to be out of use and production to come to an unexpected halt.
Bear in mind that maintenance programs can be pricey to implement. For instance, American chemical producers spent more than $1.26 billion on planned maintenance in 2018. But, the cost for unplanned downtime can equate to as much as 2 to 5 times more than that.
Not only can effective asset management provide significant data to automatically alert relevant technicians when equipment is due for maintenance, but it also acts as a central system for storing relevant information for repairs. Such as manuals, previous operating statuses, documentation, and checklists.
This focused approach lets businesses make sure that the right technicians are attending to the right assets. For example, a technician may be more suited to servicing a fixed film reactor as opposed to a batch reactor. So, when a component of that fixed film reactor needs servicing, an asset management system will automatically notify the right technician.
Calculate ROI for Asset Replacement
The cost of replacing assets can be eye-watering. But, if an asset has a high ROI within a manufacturing plant, then businesses will be at ease knowing the expense will level itself out over time.
By collecting data and forecasting reports, stakeholders can calculate the ROI on all assets throughout the workplace. For example, if one reactor is critical for production, businesses will need to repair or replace it when it begins to deteriorate. But, on the other hand, if that reactor has a low ROI and production can continue without it, it can be disposed of.
Asset Management Software can not only help calculate the total cost of ownership and ROI for valuable equipment, but it can apply to materials and employees, too.
Challenges of Managing Assets In the Chemical Industry
There are several challenges that chemical engineering plants encounter daily, including:
- Unplanned downtime of mission-critical assets
- High maintenance and repair costs due to caustic substances
- Safety issues around hazardous chemical inventory
- High turnover of critical assets
- Delays to material and inventory procurement
- The inability to identify and track asset performance
- Limited understanding of an asset’s ROI
With the global sales of chemicals amounting to $3,500 billion in 2011, the demand within the chemical industry for basic, speciality, and consumer commodities is increasing year on year.
This demand puts an extra strain on production lines, employees and work orders, affecting engineers, technicians, operators, and scientists. Not to mention the increasing importance of keeping machinery and equipment in optimal working condition.

By not ensuring asset reliability during a period of high demand, in which vital chemical equipment and production machinery could fail, businesses experience delays in output along with a damaged reputation. Subsequently, they lose revenue to other chemical manufacturers and miss out on higher profit margins.
The continual expense of maintenance and rising costs of materials have pushed many chemical manufacturers into the process of finding cutting-edge technology to control, maintain, and improve production.
FAQs
What Is Chemical Asset Management Software?
Asset Management Software for chemical manufacturers is designed to track, collect, and store data relating to a chemical plant’s equipment, infrastructure, materials, and employees. It essentially helps to build a huge database of asset knowledge that leads to better decision-making when it comes to purchasing, operating, maintaining, and disposing of chemical assets.
Do Chemical Manufacturers Need Software?
To keep up with the competition and ensure the efficiency of large-scale operations, chemical manufacturers can benefit greatly from deploying software solutions. Solutions include Asset Management Software, CMMS Software, EAM Software, and ERP Software.